
Technical data
As you scroll down this page you will find, for example, technical data for some of our coatings, an explanation of the Shade system, an introduction to the different types of plastics we can coat and a list of our test equipment. If you cannot find what you're looking for then please contact us and we will do our utmost to help you.
CONTENTS
- Coatings overview (including a summary of ISO 22196 and the coating chemistry).
- Coated Polycarbonate sheet.
- Iridescence.
- Vacuum technology.
- Anti-Newton Rings.
- Shade levels description.
- Clean room explanation.
- Description of the plastics we can coat.
- List of the test equipment we have.
SafeCoat 400 series coatings
This exciting range of coatings includes both new coating systems and improved / enhanced existing coatings.
We have a coating which combines the abrasion and chemical resistance of the hard coats with anti-microbial properties. Tested to ISO 22196 (which uses MRSA and E.Coli at either end of the spectrum), this coating will kill more than 99.9% of bacteria as compared with an untreated sample. The coating also gives a slight non-glare property to the coated component from the additive used.
Below you will find details on just a few coatings from our range to give you a flavour of what we can offer. To discuss a particular requirement or for more details please contact us on 01827 63489 or at info@optical-coatings.com.
SafeCoat 400
This is a clear, non-yellowing polysiloxane based coating with excellent abrasion and chemical resistance. Thermally cured, it complies with European automotive forward lighting application regulations. It is UV resistant and has improved micro-crack resistance. It is resistant to many typical automotive solvents and chemicals, such as battery acid, ethylene glycol antifreeze and petrol for example.
SafeCoat 401
 This is a solvent based polysiloxane thermally cured coating with excellent abrasion, chemical and solvent resistance. SafeCoat 401 is ideally suited for applications on polycarbonate substrates which require maximum impact resistance. SafeCoat 401 has good scratch resistance and is used for industrial eyewear applications where optical clarity, flexibility and durability are required. With a thickness of less than 5 microns and a transparency of 93.5% at 550nm for 2mm thick polycarbonate, it is ideal for optical applications. It has an adhesion result of 100% when tested to ASTM D3359.
This is a solvent based polysiloxane thermally cured coating with excellent abrasion, chemical and solvent resistance. SafeCoat 401 is ideally suited for applications on polycarbonate substrates which require maximum impact resistance. SafeCoat 401 has good scratch resistance and is used for industrial eyewear applications where optical clarity, flexibility and durability are required. With a thickness of less than 5 microns and a transparency of 93.5% at 550nm for 2mm thick polycarbonate, it is ideal for optical applications. It has an adhesion result of 100% when tested to ASTM D3359.
SafeCoat 404
SafeCoat 404 is ranked as one of the most abrasion, mark and scratch resistant hard coatings in our range. A polysiloxane coating, it is ideally suited for applications on piano (gloss) black polycarbonate substrates as it retains and enhances the gloss effect. SafeCoat 404 is used for exterior automotive applications, security, sports safety wear and signage applications where optical clarity and 10 year Arizona desert colour durability are required. It's other key performance properties are grime and graffiti repellence, solvent and chemical resistance, and excellent resistance to microcracking. It is less than 10 microns thick and returns a Taber abrasion result of less than 12% haze at 500 rpm. Its adhesion is rated at 100% even after 240 hours at 65oC.
SafeCoat 407
SafeCoat 407 is a coating that combines water sheeting anti-fog performance with excellent abrasion and chemical resistance. SafeCoat 407 is ideally suited for use on Polycarbonate. Typical applications include: automotive, sport and sunglass lenses, and a variety of safety eye wear lenses and visors where optical clarity and high durability are required. Meets EN166 standards (personal protection falling sand hardness).
SafeCoat 411
The first in our anti-microbial range, SafeCoat 411 is a non-yellowing, light non-glare (90% to 95% gloss) polysiloxane based coating that combines excellent abrasion and chemical resistance with anti-microbial properties. SafeCoat 411 is ideally suited for applications on polycarbonate substrates and is perfect for automotive, eye safety wear, desk top, engineering, security and signage applications. Tested against untreated samples to ISO 22196, SafeCoat 411 will kill more than 99.9% of MRSA and E.Coli. Note that the anti-microbial additive is visible and does give a slight non-glare effect.
A summary of ISO 22196 is given below:
The test microorganism is prepared, usually by growth in a liquid culture medium.
The suspension of test microorganism is standardized by dilution in a nutritive broth (this affords microorganisms the potential to grow during the test).
Control and test surfaces are inoculated with microorganisms, in triplicate and then the microbial inoculum is covered with a thin, sterile film. Covering the inoculum spreads it, prevents it from evaporating, and ensures close contact with the antimicrobial surface.
Microbial concentrations are determined at "time zero" by elution followed by dilution and plating.
A control is run to verify that the neutralization/elution method effectively neutralizes the antimicrobial agent in the antimicrobial surface being tested.
Inoculated, covered control and antimicrobial test surfaces are allowed to incubate undisturbed in a humid environment for 24 hours.
After incubation, microbial concentrations on are determined. Reduction of microorganisms relative to initial concentrations and the control surface is calculated.
Strengths of the ISO 22196 test:
The method is quantitative and results tend to be reproducible, provided the inoculum does not spill off of the target area after being covered with the thin film.
The method tests for both bacteriostatic (growth-inhibiting) and bactericidal (bacteria-killing) properties.
Microbial concentrations are standardized, and bacteria are provided with nutrients during the incubation period, which provides them with ample opportunity to grow if surfaces aren't sufficiently antimicrobial. This is in contrast to certain other antimicrobial tests, where microbes are "incubated" in non-nutritive suspensions, which itself may be stressful over long periods.
The method stipulates triplicate experimentation, which helps researchers estimate the precision of the individual tests and increases overall experimental accuracy.
The method includes a "pass/fail" criterion for the calculated levels of antimicrobial activity observed in test samples, making determinations of antimicrobial activity less discretionary.
The test results are as follows:
Polycarbonate coated with SafeCoat 400: MRSA - reduction was 57.86%.
Polycarbonate coated with SafeCoat 400: E. coli - growth
Polycarbonate coated with SafeCoat 411: MRSA - reduction ≥99.99%
Polycarbonate coated with SafeCoat 411: E. coli - reduction ≥99.97%
ABRASIL®
Manufactured by our parent company Impreglon, these UV coating systems are synthesised by a sol-gel-process on the basis of silicon-organic-compounds and highly cross linked acrylate resins. The tailor made well balanced ratio of organic and inorganic ingredients gives the coating materials high scratch resistance, a high moisture and chemical resistance at low layer thicknesses. The achieved film is perfectly transparent. The layers are bonded by thermosetting and because of its pore free, smooth and almost glass like surface the coatings are easy to clean.
Flexible abrasion resistant coating
This is an organic modified silicone based thermally cured coating that combines excellent abrasion and chemical resistance. S28 is ideally suited for coating onto polycarbonate substrate such as industrial eye safety wear where the coating's optical clarity, flexibility and durability come into their own. The coating thickness is less than 10 microns.
Automotive approved abrasion and chemical resistant coating
A polysiloxane based thermally cured coating similar with a 10 year Arizona desert colour durability rating. A particular usage is on gloss black (so called piano black) automotive components where a perfect gloss finish with excellent abrasion and chemical resistance is required. The coating thickness is less than 10 microns.
Abrasion resistant silicone
A clear, UV cured coating where protection against abrasion, chemical damage, degradation caused by ultraviolet radiation and weathering is needed. Approved for use in Europe on forward lighting appliances. The coating thickness is typically 8 to 12 microns.
Dual Coat anti-fog abrasion resistant coating
 Dual Coat is a polysiloxane based thermally cured coating that combines water sheeting anti-fog performance with abrasion and chemical resistance. Used where optical clarity and durability and required. The coating thickness is less than 5 microns.
Dual Coat is a polysiloxane based thermally cured coating that combines water sheeting anti-fog performance with abrasion and chemical resistance. Used where optical clarity and durability and required. The coating thickness is less than 5 microns.
Premier Coat anti-fog coating
This is a permanent anti-fog coating, thermally cured with excellent water sheeting anti-fog properties and chemical resistance. Premier coat is suitable for personal protective equipment applications where optical clarity in high humidity environments is required. The coating thickness is less than 5 microns.
Polysiloxanes
A siloxane is a functional group in organosilicon chemistry with the Si–O–Si linkage. Once polymerised into a long chain, this organosilicon chemistry provides a backbone onto which additional functional organic groups can be added. This chemistry has allowed the development of hybrid systems with varying chemical and physical properties.
Coated Polycarbonate Sheet
The following properties are available from the coated Polycarbonate sheet we supply. It is thermoformable for items such as windshields and point of display stands. Commonly stocked in thicknesses from 1mm to 6mm, up to 3m x 2m in size, we are able to offer the coated sheets cut to size and / or CNC profiled shapes. Sheets up to 20mm thick are available to order.
Abrasion resistance can be provided on one or both sides of the sheet.
Non-glare on one side is stocked with three different gloss / non-glare levels. Used for sign and display applications. Some light transmission is lost by the very nature of the non-glare coating (also called an anti-glare coating) which is achieved by minute particles held in suspension within the abrasion resistant coating. These particles break up the light pattern that is reflected back off the surface.
Anti-static coating on both sides with a surface resistivity of 104 - 108 Ω cm-1 as measured according to ASTM D257.
Colour tints. For internal applications we can offer a huge range of abrasion and chemical resistant tinted polycarbonate sheets. These are available by order only and have minimum order quantities.
Iridescence
Iridescence is the name given to the rainbow or oil slick type pattern that often appears on the surface of coated plastics such as Polycarbonate under artificial lighting conditions. The effect is due to the physical process known as interference.
When light moves from the air into the coating some of the light is reflected. Then, when the light moves from the coating into the actual Polycarbonate, some more of the light is reflected. When the light that is reflected from the first surface comes into contact with the light that is reflected from the second surface, the light waves recombine. If the recombined waves are synchronized then they will add together to get constructive interference. If they are not synchronized the interference will be destructive. This variation in the interference patterns is the cause of the iridescence or rainbow effect.
Visible light has wavelengths of 380nm to 750nm and a typical hard coat has a thickness of less than 10 microns, or 10,000nm. So a small percentage variation in the coating thickness can have a big impact on whether constructive interference or destructive interference occurs. Plus of course the Polycarbonate component being coated will have a thickness tolerance – an unevenness which will affect the way the light is reflected. The reality is that neither the Polycarbonate component manufacturer or Optical Coating Technologies have the ability to control the processes to the level of 10-100nm thickness variation that would be needed to avoid iridescence.
Iridescence is only visible under artificial light. When the light is split within the bulb or tube into its component parts there are peaks at some wavelengths and gaps at others. These wavelengths combine to yield a light that looks like natural light to the naked eye but has discrete wavelengths rather than the continual spectrum of natural light. Having a light source composed of discrete wavelengths increases the iridescence. When the light is reflected from the two surfaces the discrete wavelengths make the problem much larger as there are no intermediate wavelengths to cancel out the iridescent effect. When natural is split into its component wavelengths there is a smooth transition with no missing wavelengths. So a hard coated Polycarbonate component viewed in natural light won’t display any iridescence.
A solution to eliminate iridescence under artificial lighting is use an index matched abrasion resistant coating. This where the coating has a refractive index with the same value as the Polycarbonate, so the light will treat the coated Polycarbonate as a single layer material and the effect of iridescence will be completely eliminated. The main problem with this solution is that index matched coatings are very expensive.
Vacuum technology definitions
What is a vacuum?
A vacuum is defined as a diluted gas or the corresponding state at which the gas pressure or density is lower than that of the ambient surrounding atmosphere. Different pressure ranges or molecular densities determine the "level" of vacuum. So low vacuum has a pressure of between 103 to 100 mbar. High vacuum is between 10-3 to 10-7 mbar.
Absorption: This is where the gas enters inside a solid object or liquid.
Adsorption: This is where the gas is only bound to the surface of the solid object or liquid.
Gas: In a narrow definition gas is matter in the gaseuos state which at the prevailing temperature cannot be brought by compression into a liquid or solid state. In vacuum engineering the word gas is used cover all gasses and vapours.
Outgassing: This is spontaneous desorption, where gasses are released from the solid object or liquid.
Pressure: The pressure of a gas on a limiting wall is defined as the ratio between the normal component of the force which is exerted by the gas on a surface unit of the wall and the area of that surface unit. Measured in Pascal (Pa) or bar, the most common unit used in vacuum engineering is millibar (mbar).
Vapour: This is matter in the gaseous state which is either in a thermodynamic equilibrium with its solid or liquid state (saturated vapour) or which at the prevailing temperature can be brought to a thermal equilibrium (condensed) by means of compression (unsaturated vapour).
Anti-Newton Rings
Newton Rings are to be found when looking at resistive touchscreens. They are a visual effect caused by the proximity of the smooth surfaces of the top and bottom layers of the touchscreen. Elimination of these Newton Rings is by the use of anti-newton ring coatings. Essentially the anti-newton ring coating is an anti-glare coating. Thus the coated plastic becomes a non-glare plastic or an anti-newton ring plastic.
Shade Levels
The European standard BS EN 169:2002 covers the use of safety glasses for welding and applies shade levels depending on the use. The BS EN 169:2002 standard ranges from shade 1.2 being the lightest, to 16 the darkest. The information given below is a guide only.
| Up to 2: | Suitable for a welder's assistant or people working within close proximity to welding activities. |
| 3 to 5: | Suitable for braze, bronze or oxyacetylene gas welding. |
| 5 to 7: | Suitable for oxyacetylene cutting. |
| 8 to 16: | Face masks suitable for arc welding. |
In addition to applying different shade levels to triacetate as required, as an optical coating company at the top of its profession we are also a welding visor manufacturer. Safety helmet visor coating is a popular product range.
Clean Room data
A clean room is an environment that has a low level of environmental pollutants such as dust, airborne microbes and aerosol particles. To be more accurate, a cleanroom has a controlled level of contamination and is specified by the number of particles per cubic meter at a specified particle size. Optical Coating Technologies uses an ISO 14644-1:1999 5 clean room, also known as a (FED STD 209) class 100. Note that a clean room is not sterile - it is the control of airborne particulates that is important. The air inside the clean room is pumped in through filters and the internal pressure is kept at a greater level than that outside the clean room. All personnel inside the clean room have to wear lint free coveralls and enter and egress through an airlock.
This means that the air inside the room has a maximum of 1.0 x 105 particles per cubic metre of a size greater than or equal to 0.1 micron and a maximum of 29 particles per cubic metre of a size greater than or equal to 5 microns.
For comparison, the ambient air in a typical room contains approximately 1.0 x 109 particles per cubic metre of a size greater than or equal to 0.1 micron and approximately 293,000 particles per cubic metre of a size greater than or equal to 5 microns.
And within the ISO 14644-1:1999 5 clean room is an ISO 3 (Class 1) clean area. Within this area the air inside the room has a maximum of 1.0 x 103 particles per cubic metre of a size greater than or equal to 0.1 micron and a maximum of 0.29 particles per cubic metre of a size greater than or equal to 5 microns.
To meet the exacting standards of our clients, our clean room coating processes are strictly controlled. Qualified personnel only are allowed to enter and even then they must be wearing the appropriate protective clothing. This procedure is an important part of how we can be sure our coatings pass the very high standards we set ourselves.
Properties of different plastics
Polycarbonate (PC) is a very light weight (less than half the weight of glass) durable material. Although it has excellent impact resistance, it has very poor abrasion and chemical resistance: wiping uncoated PC with a soft cloth will scratch it. By applying an Optical Coating Technologies coating the PC becomes abrasion resistant to wire wool and chemically resistant to acetone. This results in the appearance of the coated component keeping an "as new" look even after repeated cleaning and handling. Thus eye wear lenses and exterior automotive components benefit enormously from our coatings. The characteristics of polycarbonate are quite like those of polymethyl methacrylate (PMMA), but polycarbonate is stronger and usable over a greater temperature range. Polycarbonate is highly transparent to visible light, with better light transmission than many kinds of glass.
Polymethyl methacrylate (PMMA) – also known as acrylic - is a transparent thermoplastic often used as a lightweight alternative to glass. Although it is not a type of glass, the substance has sometimes historically been called acrylic glass. It is sold under many different trade names, Perspex being the most recognised. PMMA is an economical alternative to Polycarbonate (PC) when impact strength and/or high temperature exposure is not necessary. It is often preferred because of its low cost, moderate properties, easy handling and processing. Non-modified PMMA is more prone to scratching than conventional inorganic glass, so a coating from Optical Coating Technologies can achieve high scratch and impact resistance.
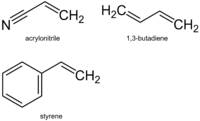
ABS (Acrylonitrile Butadiene Styrene) combines the strength and rigidity of acrylonitrile and styrene polymers with the toughness and resilience of polybutadiene rubber. The styrene gives the plastic a shiny, impervious surface. The most important mechanical properties of ABS are impact resistance and toughness. Plus impact resistance does not fall off rapidly at lower temperatures. For the majority of applications, ABS can be used between −20°C and +80°C but note that some mechanical properties vary with temperature. ABS is amorphous and therefore has no true melting point. Even though ABS plastics are used largely for mechanical purposes, they also have electrical properties that are fairly constant over a wide range of frequencies, temperature and atmospheric humidity. ABS plastic coating is possible.
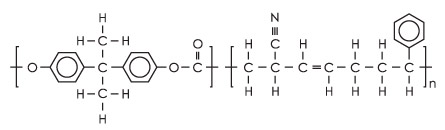
PC/ABS (Polycarbonate/Acrylonitrile Butadiene Styrene) is a blend of PC and ABS providing a combination of the high processability of ABS with the excellent mechanical properties, impact and heat resistance of PC. The ratio of PC to ABS mainly affects the heat resistance of the final product and it's performance when it comes to injection moulding. PC/ABS blends exhibit a synergistic effect resulting in excellent impact resistance at low temperatures that is better than the impact resistance of ABS or PC on their own. The other main PC/ABS properties are high stiffness, easy processing, low overall shrinkage and high dimensional accuracy. The main limitations are poor weathering resistance and moderate chemical resistance.
Polyphenylsulfone (PPSF or PPSU) is a type of mouldable plastic often used in rapid prototyping and rapid manufacturing applications. Polyphenylsulfone is a heat and chemical resistant impact resistant plastic with exceptional long term hydrolytic stability. It is typically used in automotive, medical and aerospace applications. Polyphenylsulfone has virtually no melting point because of its amorphous nature and offers tensile strength up to 8000 psi (nearly 69 bar). It will withstand over 1,000 cycles of steam sterilization without any significant loss of properties and is inherently flame retardant. Coating PPSU with an optical coating is difficult, though not for Optical Coating Technologies who have the necessary expertise.

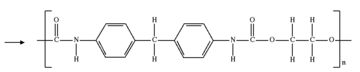
Polyurethane (PU) is a resilient, flexible and durable plastic that can be hard, flexible, protective, bouncy or sticky. Since its invention during the 1940's, Polyurethane has been used in a wide range of items and it continues to be adapted for contemporary technology. The properties of Polyurethane are greatly influenced by the types of isocyanates and polyols used to make it. The crosslinking present in Polyurethanes means that the polymer consists of a three-dimensional network and molecular weight is very high. In some respects a piece of Polyurethane can be regarded as one giant molecule. One consequence of this is that typical Polyurethanes are thermosetting, that is, they do not soften or melt when heated. The wide choices available for active ingredients, additives and processing conditions allow Polyurethanes to have the very wide range of properties that make them such widely used polymers.
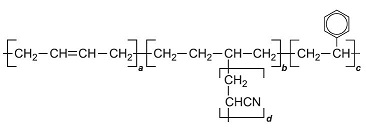
ASA (Acrylic-styrene-acrylonitrile) is a terpolymer that can be produced by either a reaction process or by a graft process. They are amorphous plastics which have mechanical properties similar to those of ABS. However, the ASA properties are far less affected by outdoor weathering than ABS and hence are less prone to environmental stress cracking. ASA moulded parts tend to be matt, are low cost, have good chemical and heat resistance, and high impact strength, even at low temperatures. They are prone to scratching. ASA is resistant to saturated hydrocarbons, low-aromatic gasoline and lubricating oil, vegetable and animal oils, water, aqueous solutions of salts, and dilute acids and alkalis. However, it is attacked by concentrated inorganic acids, aromatic and chlorinated hydrocarbons, esters, ethers, ketones, and some alcohols.
Triacetate, otherwise known as cellulose triacetate, is manufactured from cellulose and a source of acetate esters. Triacetate is typically used for the creation of fibres and films. It is similar chemically to cellulose acetate, with the distinguishing characteristics being that in triacetate at least 92% of the hydroxyl groups are acetylated. Triacetate is significantly more heat resistant than cellulose acetate. It is also resistant to grease, oil, aromatic hydrocarbons and most common solvents. It has excellent optical clarity, a high dielectric constant and is easily laminated, coated, folded, and die-cut. Used by Optical Coating Technologies for making welding and arc spray visors.
CNC defined
CNC means Computer Numerical Control. This is where a computer converts the design produced by Computer Aided Design software (CAD) into numbers. The numbers can be considered to be the 3 dimensional coordinates of a shape and they control the movement of a cutter. The computer controls the cutting and shaping of the sheet plastic by instructing the cutter to go from one coordinate to another. As even a fairly simple shape may have a thousand coordinates, so the accuracy, repeatability and quality of the cutting is maintained.
Equipment at Optical Coating Technologies
Our in house test equipment is comprehensive. We also have access to more facilities through local universities.
BS EN 166:2002 optical telescope and illuminated target for spherical, refractive and prismatic powers
BS EN 166:2002 impact gun test for up to 120 ms-1, 6mm ball
Photospectrometer for UV and visible light to 1100nm
Stress image Polaroid light box
Optical distortion illuminated light box
Abrasion tester (circular loaded arm system for spectacle lenses)
Anti-fog test system (part of the EN166 laboratory trial for 'as worn' testing)
Gloss meter
Laser surface temperature probe
Thickness meter (comparative)
Thickness meter (actual)
Depth gauge
Solids meter
Laser particle counter : 0.5 > 5 microns
Verniers up to 600mm
Temperature data logger
Digital UV / visible transmission meter
Temperature and humidity probe
Air flow meter
Lutron LX101 Digital Lux Meter


Optical Coating Technologies
Unit 8 Lagrange, Tamworth
Staffordshire, B79 7XD
United Kingdom
T: +44 (0)1827 63489
F: +44 (0)1827 51918
E: info@optical-coatings.com